

想要快速了解声测管注浆管型号产品?视频给你直观的感受!
以下是:声测管注浆管型号的图文介绍

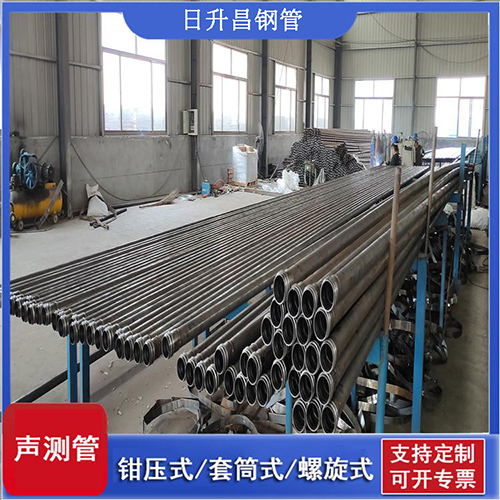
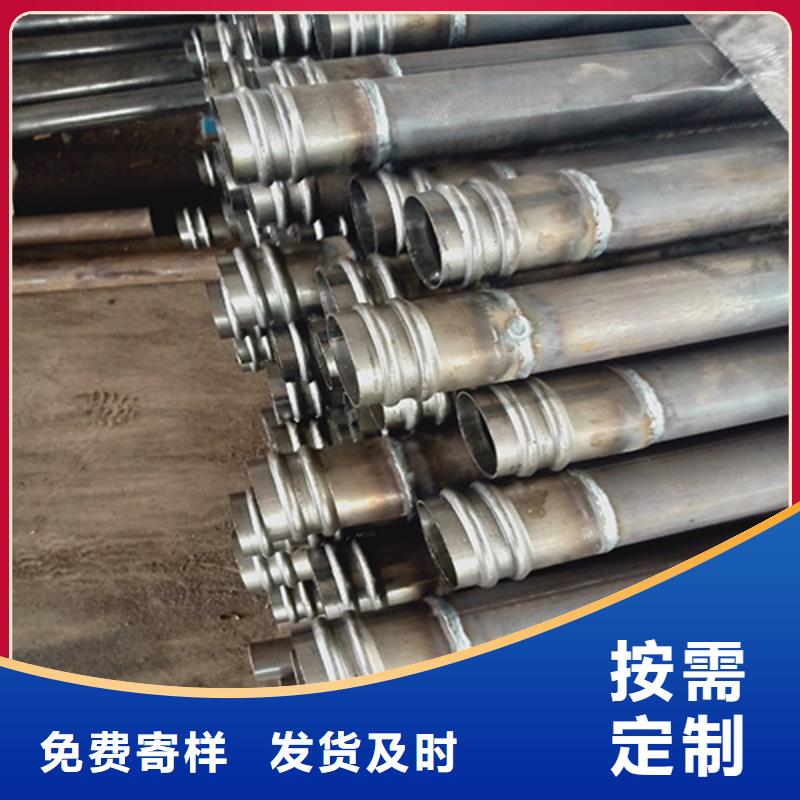
套筒式声测管与其它声测管一样,对于主体管材要求是焊管或者无缝规格,焊管居多。套筒式声测管主体管1.便利性整个安装过程,方式简单,、不需在工地进行焊接工作,不用液压钳,采用插拔式的方法直接固定就可以,零部件都是在厂子里加工好了,具有操作便捷、密封性好、成本低等优点。2.性套筒式声测管是创新实用型检测钢管,经过各方权威机构检测,钢管抗拉强度≧315;嵌入后接头处抗拉承载力≧3吨。密封性在内压1.0Mpa,外压4Mpa,持续时间1分钟的实验强度下,接头处无渗漏,无变形;完全满足JT/T?705-2007标准。筒式声测管常规型号:(尺寸mm)?外径:Φ50、Φ54、Φ57


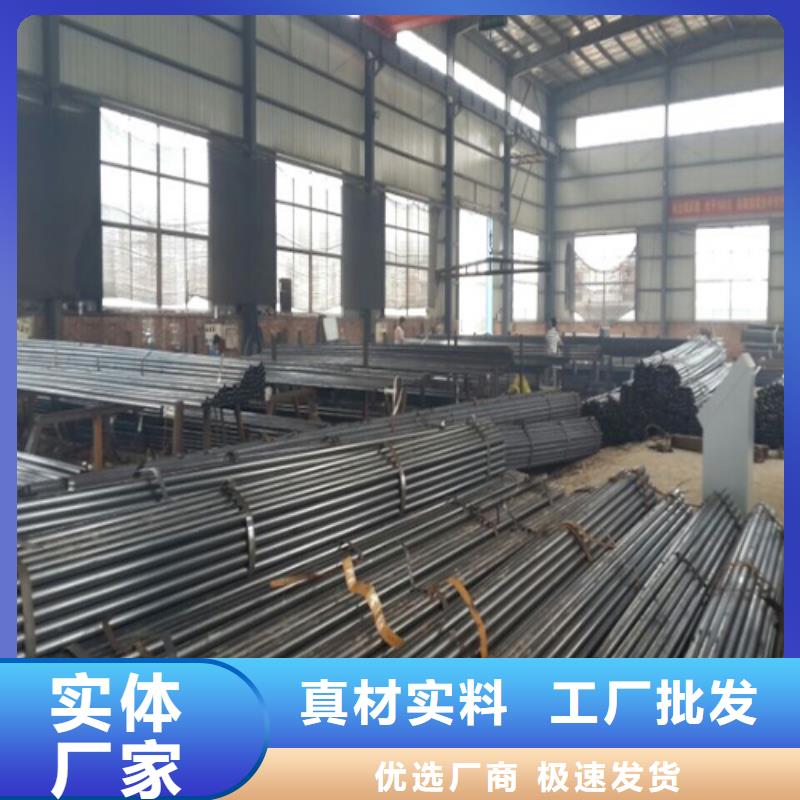
包头日升昌钢管声测管厂家优势:
1、专业于 60声测管供应 公司专业经营 60声测管种类齐全,已经系列化。
2、高素质的销售员工 公司销售员工具有良好的销售经验,并经过专业的 60声测管产品学习与先进服务理念培训,具有较强的沟通能力,办事效率高,服务态度好,处处为客户着想的服务理念。
3、可靠的国际性进口网络 公司贸易渠道广,国内外有专门对接的供货商。
4、产品品质保障和快捷的交货期 公司经营的 60声测管产品,确保品牌和品质。货期短,交货快。





声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

