


我们的【镀锌C型钢热镀锌钢管一周内发货】产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【镀锌C型钢热镀锌钢管一周内发货】的图文介绍


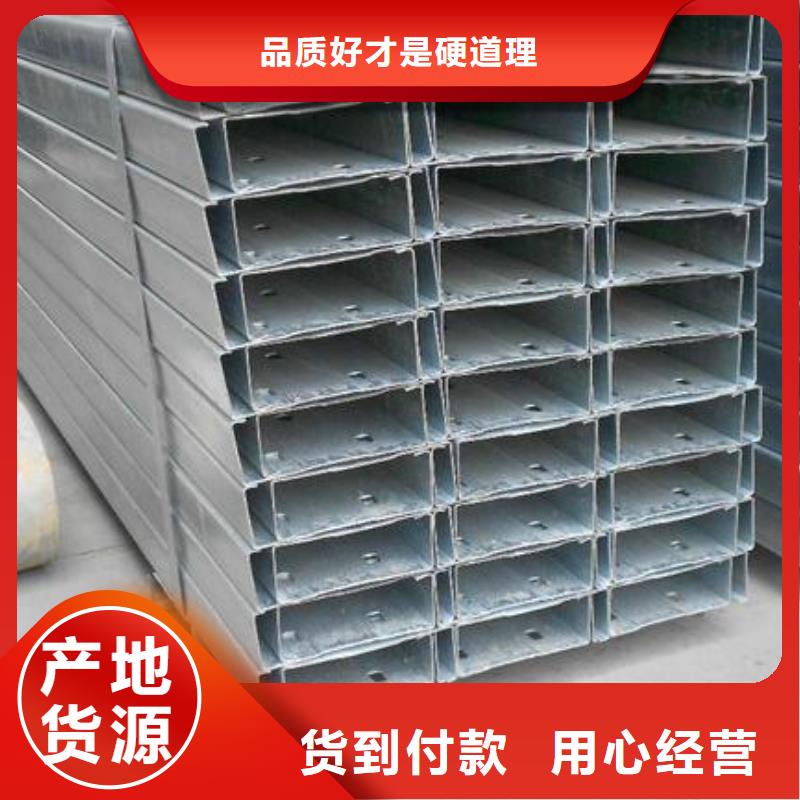
一般情况下,C型钢在钢结构中应用的话,它的切割尽可能选择在剪切机上或锯床上进行,尤其是对于薄壁型钢屋架,之所以这么建议,是因为这里要去下料要准确,易电动锯割法做为适合,不仅工效高,而且断面光滑平整、质量好,切割误差非常的小,当然,C型钢也可以采用气割的方式,但为了提高气割质量, 采用小口径喷嘴,并在切割后用锤子轻轻敲打,使切口平整,满足各种用途的要求,冲孔C型钢知识镀锌C型钢新闻热镀锌C型钢资讯Z型钢消息U型钢热点C型钢檩条知识,天津阔恒兴旺国际贸易有限公司所属类别:冲孔C型钢知识冷弯是C型钢加工过程中一道重要的工序,虽然说,冷弯之后会有校正工序,但是我国生产的C型钢在放置一段时间后变形依然很严重,这说C型钢有很大的内应力的存在。





盐城阔恒兴旺国际贸易是集研发、生产、销售、服务为一体的企业,拥有先进的 H62黄铜排技术优势、员工队伍以及完善的售后服务体系。公司生产的 H62黄铜排遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,盐城阔恒兴旺国际贸易始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 H62黄铜排产品创新、服务创新,致力于为海内外客户提供的产品和的服务。


泊车时,先休止挤出机,再休止其余设备.,2)手工放坯,取坯工作程序:在设备使用前。安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车,先空车运转仔细观察,有无震惊,噪音,油窗口是否来油,挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取,并转位放置在输送线的瓦托上.C型钢机器工艺流程:带钢从设备的尾部送入,经由各种压辊压制成彩钢瓦从头部送出,传统工艺中,彩钢瓦压制成型后需要人工进行定长堵截,再搬运到冲孔设备按照客户要求的尺寸打孔,出产不能连续,效率不高,公司技术职员与设备出产厂家紧密亲密配合。





厚度在8~50mm,宽度150-625mm,长度5-15m,且产品规格档距较密,可以满足用户的需求,代替中板使用、不用切割,就可直接进行焊接,2.产品表面光洁,工艺中二次采用高压水除鳞工序,确保钢材表面光洁,3.两侧边垂直,菱角清楚,精轧中的二道立轧,保证了两侧边垂直度好,角清,边部表面质量好,4.产品的尺度,三点差,同级差优于钢板标准,产品平直、板型好,精轧采用连轧工艺,自动活套自动控制,确保不堆钢不拉钢,产品尺寸精度高,公差范围、三点差、同条差、镰刀弯等参数都优于中板,并且板型直度好,冷剪剪切,长度定尺精度高,5.产品材质采用 标准,与钢板相同,质量技术标准按YB/T4212-2010标准组织生产。
