


想要一睹精密无缝管【45Cr无缝钢管】国标检测放心购买产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:精密无缝管【45Cr无缝钢管】国标检测放心购买的图文介绍


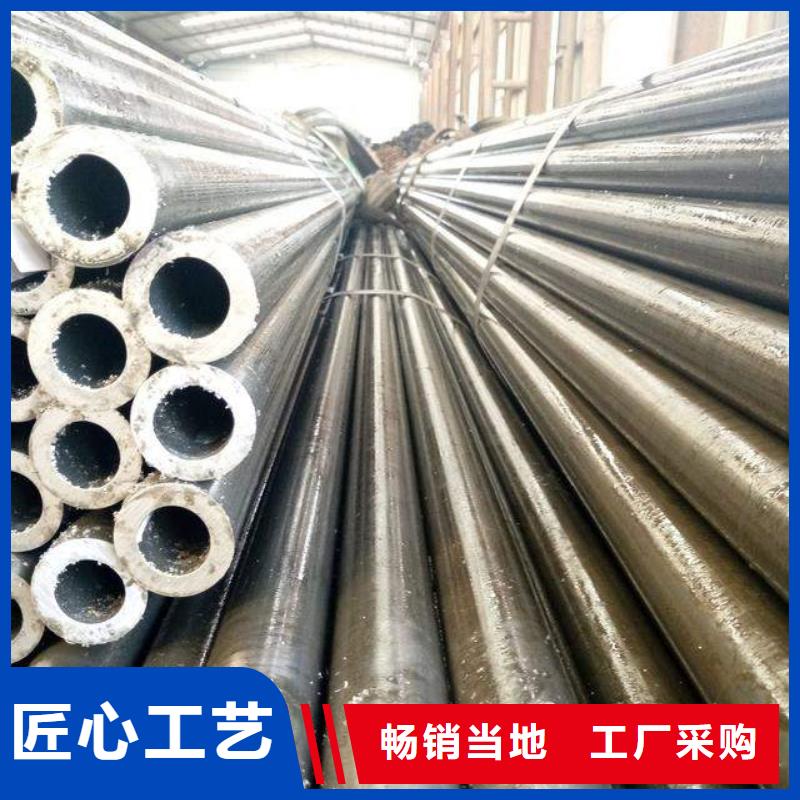
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
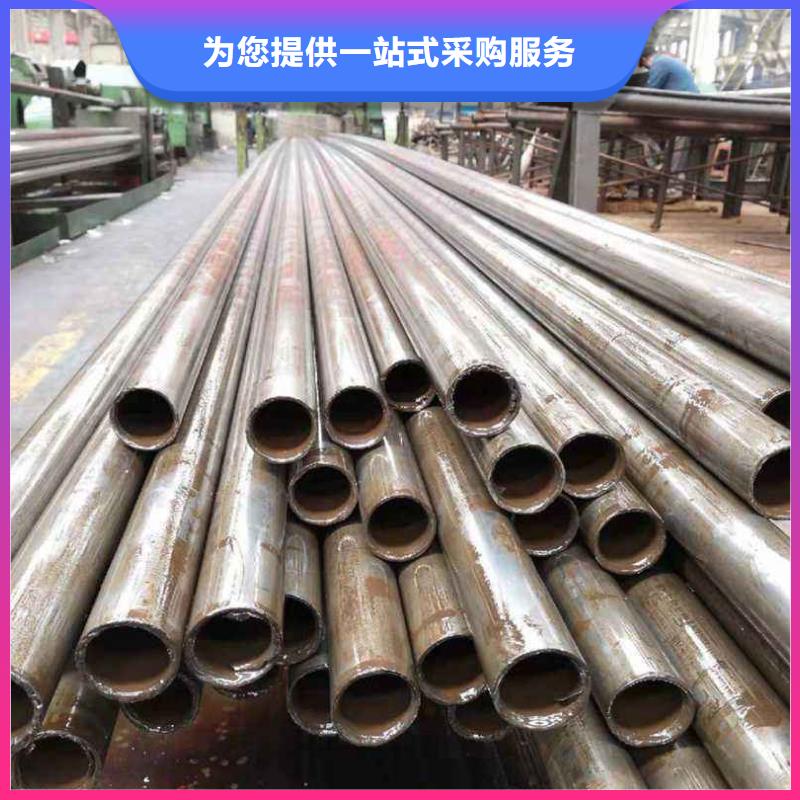
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。




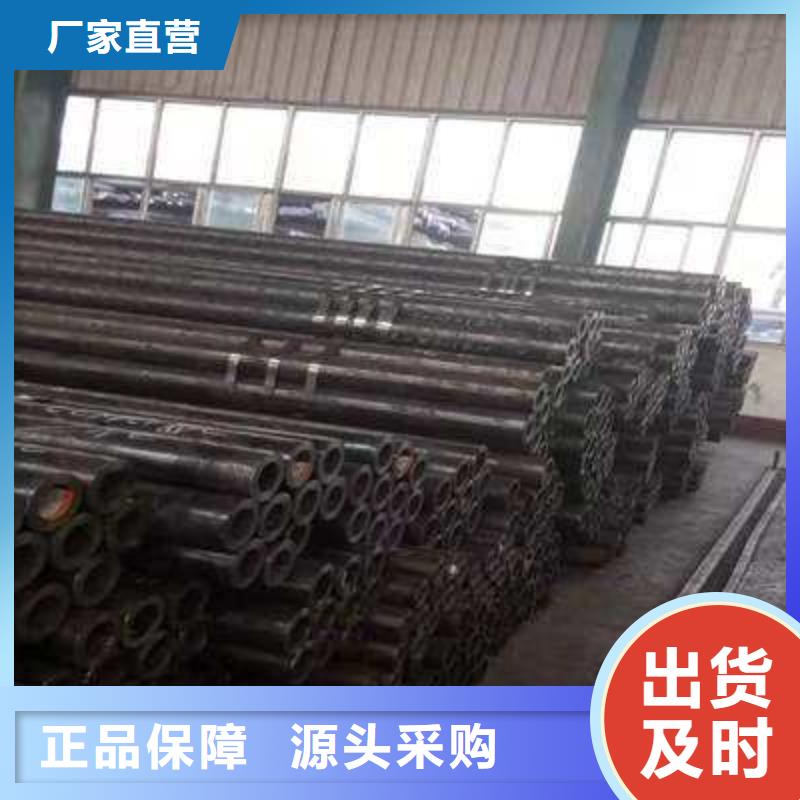
东营融拓金属材料有限公司拥有精良的加工,和检测设备,先进的 镀锌管20#生产工艺,雄厚的技术力量,高素质的员工队伍,按照国际标准、标准、行业标准设计制造 镀锌管20#产品,本着以质量求生存,以服务求发展的经营理念,竭诚为用户提供优质的 镀锌管20#产品和优良的服务。


这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。
精密小口径光亮管冷却注意事项:小口径精轧管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精轧管奥氏体温度较多而且稳定,故应进行四次回火。
精密小口径光亮管冷却注意事项:小口径精轧管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精轧管奥氏体温度较多而且稳定,故应进行四次回火。




精轧管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精轧管生产和加工的基地。精轧管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。

