

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让【无缝钢管】,镀锌方管实力优品自己向您展示它的卓越品质和出色性能。
以下是:【无缝钢管】,镀锌方管实力优品的图文介绍
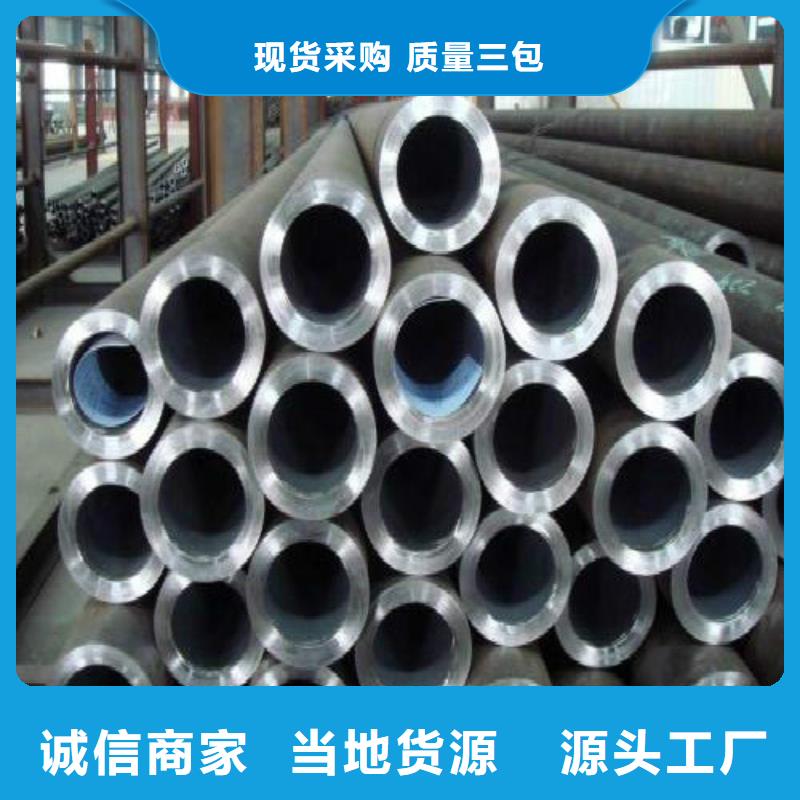
我们销售的不仅仅是钢管,更是服务!欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。


无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。
不锈钢无缝管的特点:
其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,无缝管厂的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
不锈钢无缝管的特点:
其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,无缝管厂的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。




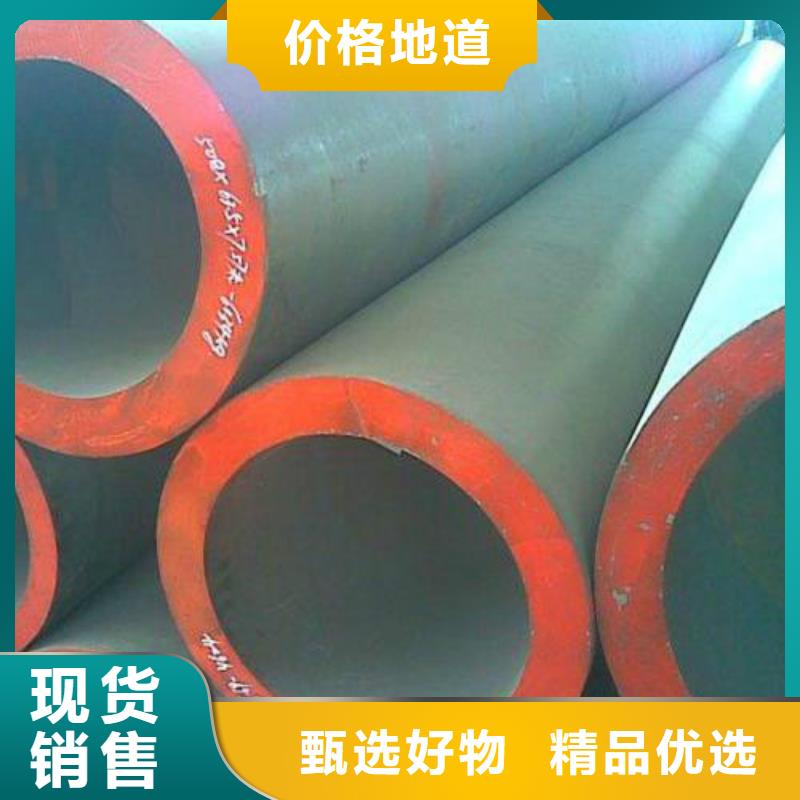
包钢无缝钢管厂开发生产的热轧无缝方矩形管适用于汽车车桥用方矩形管,其规格为150mm×160mm×16mm,材质为Q345B,屈服强度≥345MPa,抗拉强度≥510MPa,伸长率≥21.0%,圆角要求30°~40°,平均硬度153HBW,可满足用户要求。攀成钢无缝钢管厂开发的热轧无缝方矩形管,厚度可达18mm, 规格为300mm×300mm以上是青岛20G无缝钢管多少钱一米的图片
小口径无缝钢管无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。概述小口径冷拔无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。小口径无缝钢管为保证产品质量,明确购销双方产品质量责任,确保小口径无缝钢管质量合格,保证产品。
无缝钢管厂抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的 力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。
小口径无缝钢管无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。概述小口径冷拔无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。小口径无缝钢管为保证产品质量,明确购销双方产品质量责任,确保小口径无缝钢管质量合格,保证产品。
无缝钢管厂抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的 力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。


方管协会速递钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。一旦有某种原因,这种薄膜遭到了不断地破坏,空气或液体中氧原子就会不断渗入或金属中铁原子不断地析离出来,形成疏松的氧化铁,金属表面也就受到不断地锈蚀。
热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、定减径、钢管冷却、钢管切头尾、分段、矫直、探伤、人工检查、喷标打印、打捆包装等基本工序。当今热轧无缝钢管生产一般主要变形工序有三个:穿孔、轧管和定减径,其各自的工艺目的和要求如下1 穿孔
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:
(1)要保证穿出的毛管壁厚均匀,椭圆度小,几何尺寸精度高;
(2)毛管的内外表面较光滑,不得有结疤、折叠、裂纹等缺陷;
(3)要有相应的穿孔速度和轧铡周期,以适应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。
2 轧管
轧管是将穿孔后的厚壁毛管压成薄壁的荒管,以达到成品管所要求的热尺寸和均匀性。即根据后续工序减径量和经验公式确定本工序荒管的壁厚植进行壁厚的加工,该设备被称为轧管机。对轧管工艺的要求是:(1)将厚壁毛管变成薄壁荒管(减壁延伸)时首先要保证荒管具有较高的壁厚均匀度;
(2)荒管具有良好的内外表面质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决定机组产品质量、产量和技术经济指标好坏的关键。
3 定减径(包括张减)
定减径主要作用是前道工序轧制过程中造成的荒管外径不一,以提高热轧成品管的外径精度和真圆度。减径是将大管径缩减到要求的规格尺寸和精度。张力减径是在前后机架张力的作用下进行减径,同时进行减壁。定减径使用的设备为定(减)径机。对定减径工艺的要求是:
(1)在一定的总减径率和较小的单机架减径率条件下来达到定径目的;
(2)可实现使用一种规格管坯生产多种规格成品管的任务;
(3)进一步改善钢管的外表面质量。轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。无缝钢管生产工艺:
热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、定减径、钢管冷却、钢管切头尾、分段、矫直、探伤、人工检查、喷标打印、打捆包装等基本工序。当今热轧无缝钢管生产一般主要变形工序有三个:穿孔、轧管和定减径,其各自的工艺目的和要求如下1 穿孔
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:
(1)要保证穿出的毛管壁厚均匀,椭圆度小,几何尺寸精度高;
(2)毛管的内外表面较光滑,不得有结疤、折叠、裂纹等缺陷;
(3)要有相应的穿孔速度和轧铡周期,以适应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。
2 轧管
轧管是将穿孔后的厚壁毛管压成薄壁的荒管,以达到成品管所要求的热尺寸和均匀性。即根据后续工序减径量和经验公式确定本工序荒管的壁厚植进行壁厚的加工,该设备被称为轧管机。对轧管工艺的要求是:(1)将厚壁毛管变成薄壁荒管(减壁延伸)时首先要保证荒管具有较高的壁厚均匀度;
(2)荒管具有良好的内外表面质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决定机组产品质量、产量和技术经济指标好坏的关键。
3 定减径(包括张减)
定减径主要作用是前道工序轧制过程中造成的荒管外径不一,以提高热轧成品管的外径精度和真圆度。减径是将大管径缩减到要求的规格尺寸和精度。张力减径是在前后机架张力的作用下进行减径,同时进行减壁。定减径使用的设备为定(减)径机。对定减径工艺的要求是:
(1)在一定的总减径率和较小的单机架减径率条件下来达到定径目的;
(2)可实现使用一种规格管坯生产多种规格成品管的任务;
(3)进一步改善钢管的外表面质量。轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。无缝钢管生产工艺:





连云港万弗莱钢有限公司生产设备精良,工艺先进,检测手段齐全,技术力量雄厚; 镀锌钢管产品共有三大系列、三十多个品种,并承接各种非标产品的设计和制作,规格齐全,质量保证, 镀锌钢管产品销往全国各地,受到广大用户的一致好评。