

想知道PE燃气管高压电力管枕规格齐全实力厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:PE燃气管高压电力管枕规格齐全实力厂家的图文介绍
泰州润星电力管材有限公司凭借其在 PE电力管行业中的优势加之良好的服务信誉,公司一直保持着高速、稳定的发展、经营态势。“严谨,,热情”是我们的工作态度。品质生活,源于我们,公司愿与客户一起共创美好生活!

只需要放入管沟,并不需要挖工作坑,施工土方量较小,节约施工成本;再者,P钢管焊接的无损探伤费用较高,而PE管的检测方法简单、检测成本较低。综上所述,PE燃气管材具有投资成本低、经济运行良好的特点。市政工程以及其他建筑的各项专业管道众多,管位非常紧张,在这种复杂的环境中,PE燃气管材具有挠性好、柔韧性强等优点,及时在紧张的空间环境中也可以利用PE燃气管材的柔性进行大角度的弯曲敷设而不易被折坏,工程适应性非常强,并且接头数量少,施工难度相对较低。PE燃气管材是聚乙烯的高分子聚合物,具有稳定的化学性能以及耐酸碱性能,土壤中杂散电流、化学物质对管材的腐蚀作用相对较小,PE燃气管材在敷设时并不需要做特殊的防腐处理。
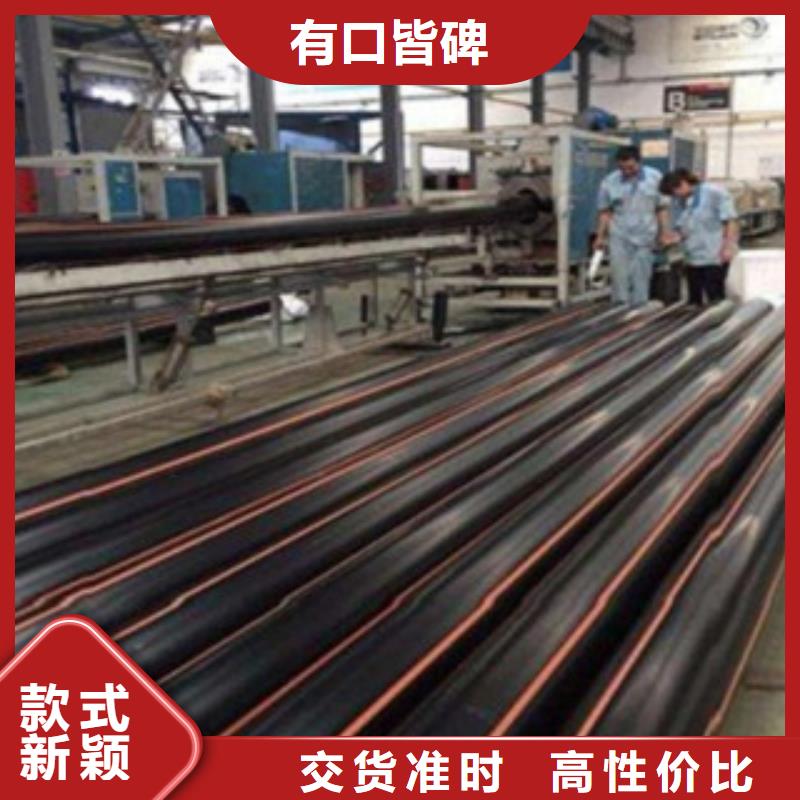
其使用寿命可长达50年。PE管材具有自身重量轻的特点,在使用的过程中并不需要起重吊装设备进行管材的搬运,PE管材的焊接通常采用热熔焊机,该种焊机具有自动化程度高、轻便等特点,焊接施工方便、劳动强度低、效率高。PE管材柔韧性较强,在实际维护和抢修过程中,不存在明火现象,降低了维修作业的危险性。此外,PE燃气管在非开挖管道施工方有很大的优越性,尤其是在建筑物、道路以及其他管道纵横交错的城市,采用非开挖技术时,1.HDPE衬管摩阻系数小,可降低能耗。同时具有优异的耐磨性能、良好的化学稳定性和耐腐蚀性,不易结垢、化学稳定性好,不会滋生细菌、生物。2.在管道原管位组织施工作业,无需全线开挖,一次施工距离根据工况条件可以达到1000~1500米。
PE燃气管生产厂家制造的产品可以在很多的行业中都是可以使用的,但是我们在使用产品的时候,需要注意的事项是呢,现在我们就来仔细的了解一下吧。因为PE燃气管一般使用的环境是比较恶劣的,出现裂纹的可能性是刚刚浇筑完毕的混凝土表面上水分在不断的蒸发,这样导致内外温度差比较大,就会导致产品出现开裂,所以为了防止产品出现开裂,需要控制钢筋混凝土排水管内部升温速率。需要在材料中放置一些矿粉煤灰,减缓水化热释放速度。在使用产品的时候,不可以直接的放置在阳光可以暴晒的环境中,因为这样可以会导致PE燃气管出现老化的现象,给我们带来损失。
其使用寿命可长达50年。PE管材具有自身重量轻的特点,在使用的过程中并不需要起重吊装设备进行管材的搬运,PE管材的焊接通常采用热熔焊机,该种焊机具有自动化程度高、轻便等特点,焊接施工方便、劳动强度低、效率高。PE管材柔韧性较强,在实际维护和抢修过程中,不存在明火现象,降低了维修作业的危险性。此外,PE燃气管在非开挖管道施工方有很大的优越性,尤其是在建筑物、道路以及其他管道纵横交错的城市,采用非开挖技术时,1.HDPE衬管摩阻系数小,可降低能耗。同时具有优异的耐磨性能、良好的化学稳定性和耐腐蚀性,不易结垢、化学稳定性好,不会滋生细菌、生物。2.在管道原管位组织施工作业,无需全线开挖,一次施工距离根据工况条件可以达到1000~1500米。
PE燃气管生产厂家制造的产品可以在很多的行业中都是可以使用的,但是我们在使用产品的时候,需要注意的事项是呢,现在我们就来仔细的了解一下吧。因为PE燃气管一般使用的环境是比较恶劣的,出现裂纹的可能性是刚刚浇筑完毕的混凝土表面上水分在不断的蒸发,这样导致内外温度差比较大,就会导致产品出现开裂,所以为了防止产品出现开裂,需要控制钢筋混凝土排水管内部升温速率。需要在材料中放置一些矿粉煤灰,减缓水化热释放速度。在使用产品的时候,不可以直接的放置在阳光可以暴晒的环境中,因为这样可以会导致PE燃气管出现老化的现象,给我们带来损失。


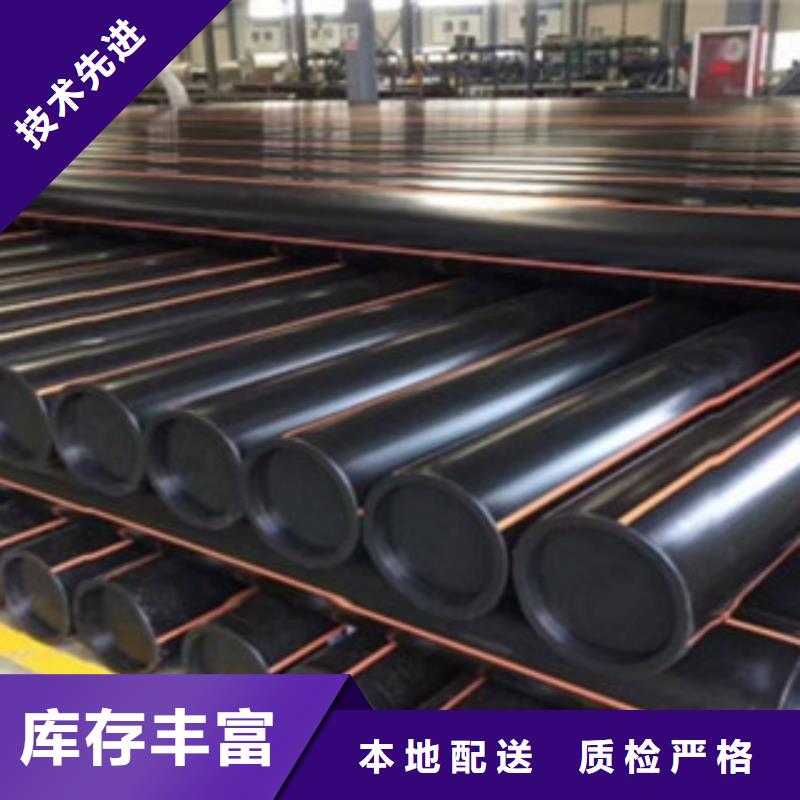
在HDPE燃气管道装卸过程中应防止管道撞击或摔跌,尤其应注意对管端保护,如有擦伤应及时与供货方联系,以便妥善处理。当管道直接放在地上时,要求地面平整,不能有石块和容易引起管道损坏的尖利物体,要有防止管道滚动的措施。不同管径的管道堆放时,应把大而重的放下边,轻的放上边,管道两侧用木楔或木板挡住。堆放时注意底层管道的承重能力,变形不得大于5%。HDPE燃气管道 使用温度为40℃,夏季高温季节,应避免日光曝晒,并保持管间的空气流通,以防温度升高。HDPE燃气管存放过程中,应严格做好防水措施,严禁在管道附近有长期明火。
HDPE燃气管道运到现场,可采用目测法,对管道是否有损伤进行检验,并做好记录与验收手续。如发现管道有损伤,应将该管道与其它管道分开,立即通知管道供应商,进行检查,分析原因并做出鉴定,以便及时妥善处理。HDPE燃气管道与其他管道同槽平行敷设时,宜沿槽布置;上下平行敷设时,不得敷设在热水或蒸汽管的上面,且平面位置应错开,不得在堆积易燃易爆材料的场地下面穿越。PE管道应敷设在原状土地基或经开槽后处理回填密实的地基上。当管道在车行道下时,管顶覆土不小于0.7m。
聚乙烯管排水管道工程可同槽施工,但应符合一般排水管道同槽敷设设计、施工的有关规定。HDPE燃气管穿越铁路 高等级道路路堤及构筑物等障碍物时,应设置钢筋混凝土 、钢、铸铁等材料制作的保护套管。套管内径应大于聚乙烯管外径300mm。套管设计应按相应的有关规定。地下水位高于开挖沟槽槽底高度的地区,地下水位应降至槽底 点以下0.5m。管道在安装回填的全部过程中,槽底不得积水、泡槽或受冻。必须在工程已不受地下水影响或满足基础强度和管道抗浮时才可停止降低地下水。降水开槽沟槽支撑和管道交叉处理等技术要求,应按现行 标准《给水排水管道施工及验收规范》GB50268-97及本地区排水管道技术规程中有关规定执行。
进水口尽量设置在待试HDPE燃气管道中 点,排气口设置在待试PE管道中 点。灌水时,同时打开进水阀门和排气阀门。当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀,压力表应尽可能放置在该段管道的 处。以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。
PE管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位。采用承插胶圈安装的PE管,三通、角弯位部位及钢管部分的直管段必须采用砼支墩进行固定。
HDPE燃气管道运到现场,可采用目测法,对管道是否有损伤进行检验,并做好记录与验收手续。如发现管道有损伤,应将该管道与其它管道分开,立即通知管道供应商,进行检查,分析原因并做出鉴定,以便及时妥善处理。HDPE燃气管道与其他管道同槽平行敷设时,宜沿槽布置;上下平行敷设时,不得敷设在热水或蒸汽管的上面,且平面位置应错开,不得在堆积易燃易爆材料的场地下面穿越。PE管道应敷设在原状土地基或经开槽后处理回填密实的地基上。当管道在车行道下时,管顶覆土不小于0.7m。
聚乙烯管排水管道工程可同槽施工,但应符合一般排水管道同槽敷设设计、施工的有关规定。HDPE燃气管穿越铁路 高等级道路路堤及构筑物等障碍物时,应设置钢筋混凝土 、钢、铸铁等材料制作的保护套管。套管内径应大于聚乙烯管外径300mm。套管设计应按相应的有关规定。地下水位高于开挖沟槽槽底高度的地区,地下水位应降至槽底 点以下0.5m。管道在安装回填的全部过程中,槽底不得积水、泡槽或受冻。必须在工程已不受地下水影响或满足基础强度和管道抗浮时才可停止降低地下水。降水开槽沟槽支撑和管道交叉处理等技术要求,应按现行 标准《给水排水管道施工及验收规范》GB50268-97及本地区排水管道技术规程中有关规定执行。
进水口尽量设置在待试HDPE燃气管道中 点,排气口设置在待试PE管道中 点。灌水时,同时打开进水阀门和排气阀门。当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀,压力表应尽可能放置在该段管道的 处。以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。
PE管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位。采用承插胶圈安装的PE管,三通、角弯位部位及钢管部分的直管段必须采用砼支墩进行固定。




“煤改气”一直是社会各界热议的话题。近年来,关于“煤改气”必要性的问题众说纷纭,甚至有人提出“煤改气”不仅不能解决空气污染,甚至会加重雾霾,事实究竟如何?PE燃气管所示的压力均表示为公称压力,用Mpa表示,1Mpa≈10kgf/cm2即管材在20℃条件下,输送介质的工作压力,但随着介质的温度的升高(不得输送>50℃的介质)工作压力随之减小,这从客观上在选择给水管道须考虑足够的压力的系数。受“经济性”问题困扰,我国多数地区“煤改气”的推进依赖环保政策,市场内生动力不强,而近期市场情况似乎有所改变。就相关问题,笔者进行了进一步的探讨。PE燃气管施工简易:管道连接施工迅速容易,施工工程费低廉。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果推广项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果推广项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。




